I ordered this Hock Paring Knife Kit from Hock Tools. The 3.5 inch paring knife kit consists of a wonderful Hock blade and the necessary pins. The kit is Model #KP350.
This knife was built for my sister, Gail. However, during the grinding phase on the stationary sander, I made an angle error and took off too much material in the wrong place. I took over this knive as a shop knife. It will have handle scales from bloodwood. For the most part, all of the steps in this process are identical to the first knife. The entire knife 1 build process can be seen here.
Info about knife kits is available at Hock site
|
|
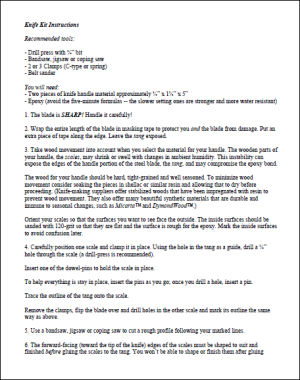
The #KP350 blade is made from high-carbon tool steel. It was forged in France and sharpened by Ron in California. |
 |
|
|
Cutting the blank into scales. |
 |
The blank was a piece of bloodwood brought to me from Virginia by my brother Tom. |
 |
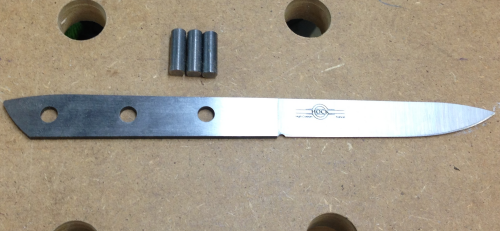
The blade was covered in tape for protection. The blade comes incredibly sharp. |
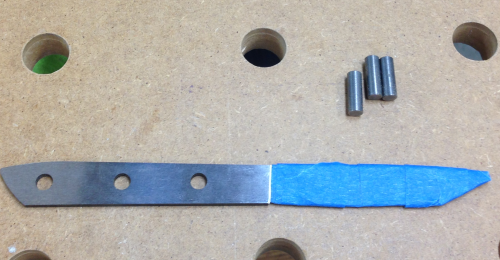 |
Pin holes are drilled...this is the test fit... |
 |
Searching for a new way to shape the front edge of the scales...I planed them simultaneously with LN 51 on the shooting board... |
 |
This created very nice, clean angles... |
 |
...which I rounded on the sander...here ready for glue |
 |
|
|
|
The inside surfaces of the scales and the tang of the blade were sanded to 150x to provide a better adhesion surface. Then the mating surfaces and the pins were cleaned with acetone. |
 |
I chose a strong, water-resitant epoxy adhesive, Devcon 2 Ton® Epoxy...comes in two 4.5 oz. bottles. |
 |
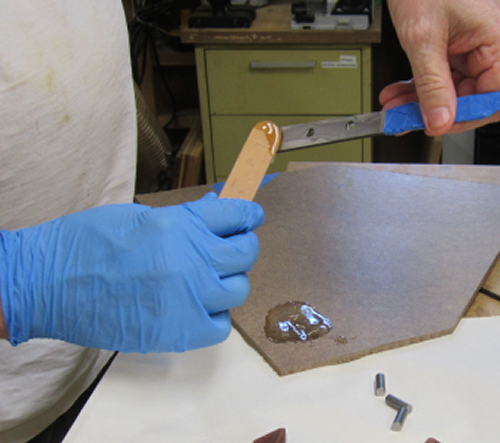
To mix...equal dollops of the resin and the hardener were squeezed out. |
 |
then mixed... |
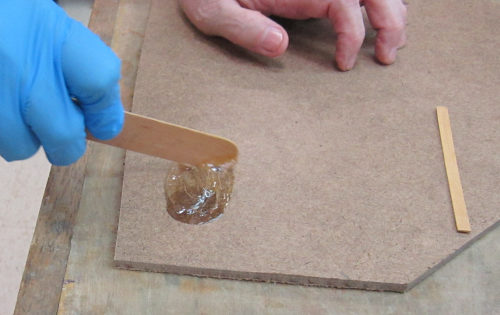 |
The adhesive was then spread on to one side of the tang...then the knife tang and scales are clamped overnight. |
 |
On this knife I fared better with the preliminary epoxy stage...I had some blow outs in previous knives during the pin setting...so I beveled one end of each pin with a sanding block...100x...this made the pin insertion go very well...here is the unit epoxied... |
 |
and clamped... |
 |
After glue up, the first shaping phase of the grinding of the wood and the metal was done on a belt sander with 80x paper. I try to avoid dust so I ran both shop air filter systems and wore a protective mask.
|
 |
Secondary grinding the pins was done on the 1 x 30 belt sander with 80x paper. Further removal of metal and wood was done with the Rotex 90 sander with 40x paper. |
 |
|
After all the metal and wood was taken down to proper size, the grits were progressed on the Rotex 90 from 40x-80x-120x-220x-320x-400x. No finish was put on this knife...it is being used as a shop knife. |
 |