Side Table of Black Walnut and Maple
Wood Selection and Primary Milling |
|
This table will be used between two reading chairs in the living room. The height was defined by the desire to have the table height slightly lower than the arms of the reading chairs..,
|
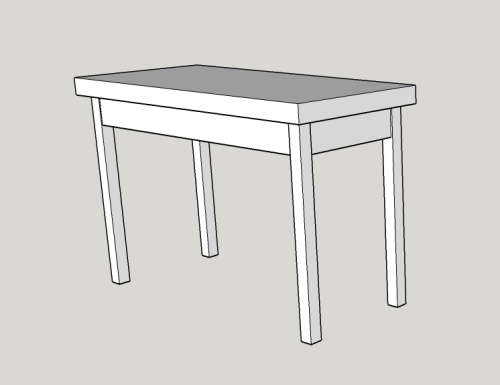 |
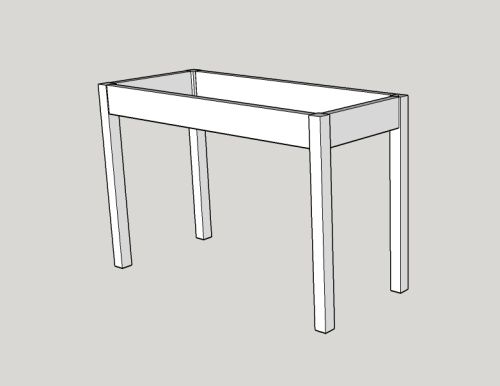
An early Sketchup conception of the apron and legs...
|
 |
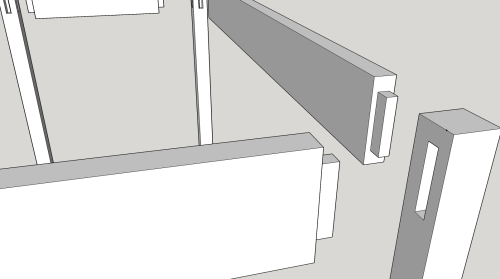
A blown up version of the apron and legs... |
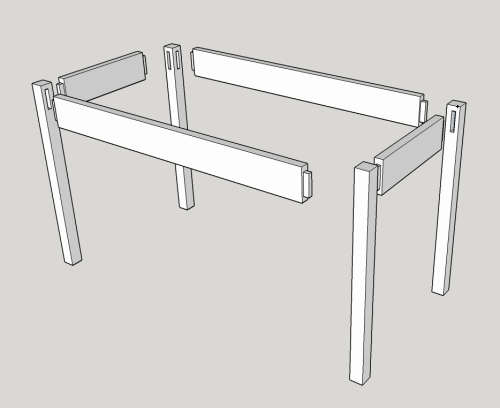 |
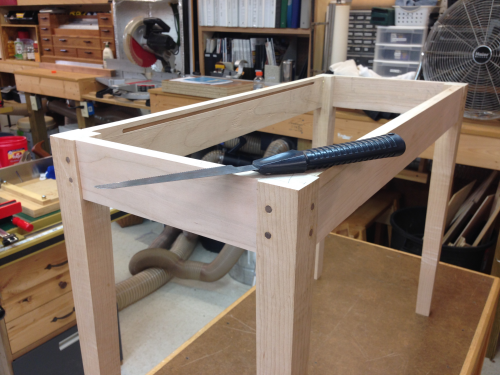
Corners will be mortise and tenon joints. |
 |
The top will be milled from a single slab of Black Walnut, brought to me from Virginia by my brother Tom. The final dimensions will be around 15 x 32 inches with a thickness about 2 inches. All dimensioning, sawing, surfacing, etc. of the this piece of walnut will be done with hand tools. |
 |
The black walnut slab crosscut was made with a Pax saw. This went well. |
 |
The cut-off...the sawing was made much simpler using saw benches of the appropriate height. |
 |
The rip cut was made with a vintage Shapleigh saw. This cut was long and the blade is not of high quality. I was less than pleased with the process.
|
 |
The kerf was rough and not very straight...I put the slab in the bench with a front loaded hold down and the double screw vise. I cleaned up the saw marks and the poor angles on the edge. I used a LN 60 1/2 block plane, a LV bevel-up jack plane and a LV #6 fore plane. |
 |
The apron will be 3/4 inch thick by 3 inch hard maple milled from 8/4 lumber. The legs will be 1.25 x 1.25 inches milled down from some 12/4 hard maple. |
 |
We will be able to get two leg blanks, with maximized grain patterns, out of the 12/4 blanks. |
 |
Squared the large blanks on the jointer...pushed through on two sides. |
 |
Each blank will be two legs. |
 |
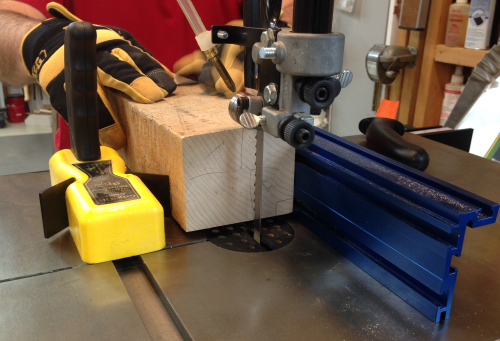
The blanks were then resawn on the bandsaw. |
 |
Then the resawn boards were squared on the jointer. |
 |
All sides were planed for surface appearance. These leg blanks are ~1 5/8" square. They will air in the shop for a bit to de-tension...they will then be jointed and planed again to 1 1/2" square.
|
 |
We were real pleased with the grain runs on these leg blanks...after squaring the stock all of the grain patterns ran on the correct angles....corner to corner. |
 |
Aprons will be taken from a milled 8/4 maple board. |
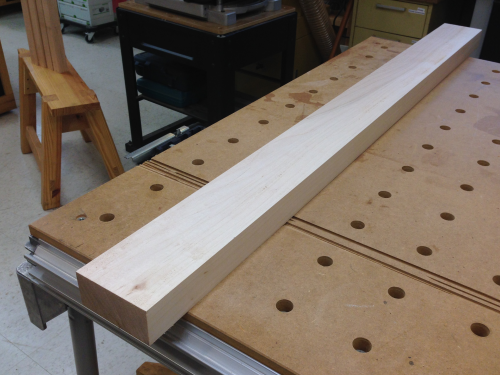 |
Resawed the piece and it really went wonky.
|
 |
Clamped the pieces together to get a decent measurement. |
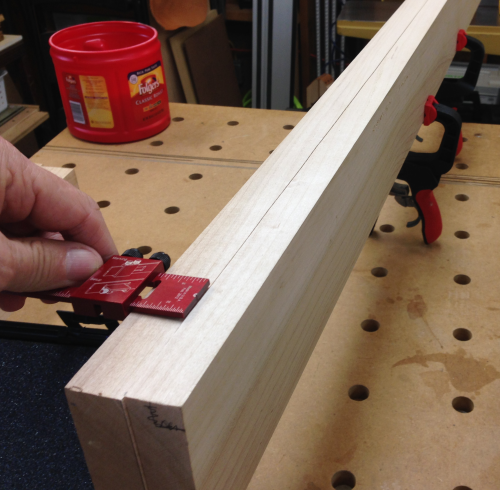 |
Used some new registers to check the runs. Hopefully, after jointing and planing again we still have 3/4 stock for the aprons. |
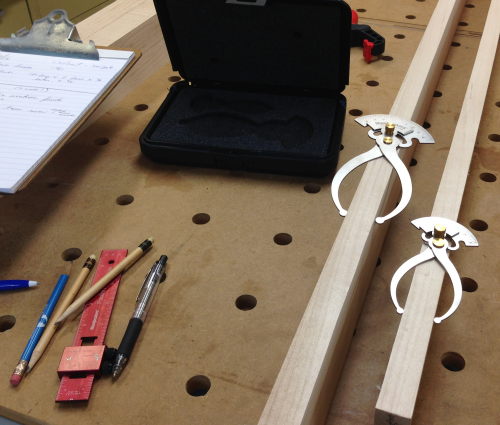 |
These calipers are a one-time tool made as copies of the register calipers in the Studley Toolchest. |
 |
Picture of the original inside/outside caliper from the Studley. |
 |
Following the Schwarz' protocol of "Coarse-Medium-Fine" I went at it with hand planes. I used an E. C. Emerich scrub plane, the perfect tool for the initial planing of a rough sawn slab. |
 |
The ECE scrub plane has a 1-3/8" wide wedged convex cutter to enable fast stock removal. |
 |
It is especially good at removing high spots. It works well with the grain...
|
 |
...it works well against the granin. |
 |
It leaves a series of grooves... |
 |
I relieved those grooves with an LV bevel up smoother... |
 |
...then I used a straight edge to check for level. There remained a major high spot in the center.
|
 |
After attacking the high spot with the scrub plane I went back to the bevel up jack plane and the #6 fore plane. |
 |
Then I moved on to the #7 jointer plane. The extra length (22 inches) helped with the leveling action. |
 |
This is a recently purchased plane...it arrived the day this image was made. It is a bevel up #7. I had a toothed blade that was purchased for my LN bevel up #5 and the blade fits the #7. I set the plane up with that toothed blade and it really seemed to help level out the board quickly... |
 |
Working on getting the winded, high corners down. After the toothed blade work, I went back to the regular PMV-11 blade. Cut some nice curls. |
 |
After working the two high corners, I used a fifty inch rule to check the run from corner to corner. |
 |
The center is less than 1/32 off. Have to pull some more off the high corners. |
 |
After some serious planing time, the wonkiness is gone on both sides of the top. |
 |
The top blank is reasonably level in all dimensions. It is time for squaring and dimensioning the top. |
 |
The straightest edge was declared to be the reference edge. The board was held by the front vise and a holddown placed in a leg hole. The LV Veritas bevel up #7 jointer was used to level and square the edge. |
 |
Tested against the P66 cast iron table top. Looks good. |
 |
Then the reference edge was placed against the fence in the new long edge shooting board. It was squared up but there was an issue of a drop out that was going to take way too much planing. The gap is visible in the bottom right corner of the image here where the walnut does not meet the plane at the top edge and the gap is worse at the bottom. |
 |
So I put the board in the end vise and used the jointer plane. I was able to use the squared 75% of the end to guide the long jointer. This plane took off end grain in much bigger chunks than the LV 51 shooter. |
 |
After getting the end planed to a happy state, I went back to the long shooter to touch up the square edge. |
 |
Due to a neck injury that was causing much grief, I abandoned the planes and turned to machines to finish the other edges. I ripped the board to 15 1/8 inches wide at the P66 and then used the crosscut sled to shorten the length of the top to 32 inches. |
 |
The top dry fit on the maple base. The top is now ready for surface prep. |
 |
|
|
After the leg blanks were squared and happy, they were cut to a length of 22 inches, examined for show surfaces, and faces were selected for mortises. |
 |
The mortises were laid out to be 1/4 inch and will provide a 1/8 inch shadow reveal at the junction of the leg and apron. A LV Veritas double cutting mortise gauge was used for the markout.
|
 |
The area to be removed... |
 |
The Powermatic dedicated bench mortiser was moved to the assembly table for this job...the storage location and the work location for this device are both in flux... |
 |
At the Powermatic... |
 |
mortises... |
 |
All legs with the mortises on two faces... |
 |
Drawbore dowels will be used to tighten the tenon/mortise joints. Some 1/2 inch black walnut dowel stock was pounded through the dowel plate to downsize to 3/8", 5/16" and then 1/4 inch dowel rods. |
 |
Approximate spacing of the 1/4 inch dowel holes was laid out... |
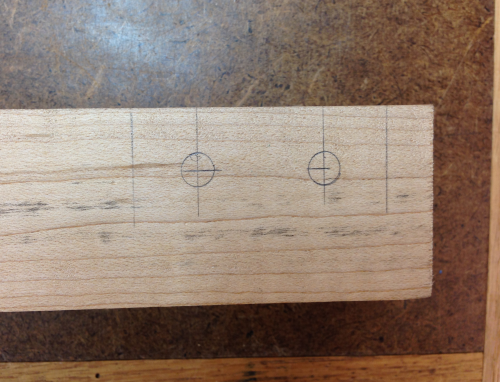 |
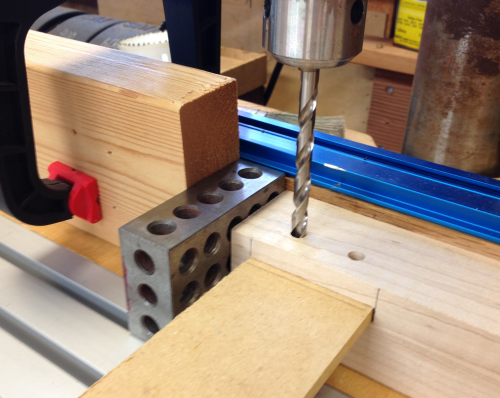
...and then drilled on the press...the fence keeps the dowel holes at the same distance from the reference face, the MDF is in the mortise to prevent spelching during the drilling...the two holes are to be 1 inch apart so the 3-2-1 block is used as a spacer...drill # one hole and then remove spacer to drill the second hole.
|
 |
There is a total of sixteen dowel holes in the four legs. |
 |
Tenons were laid out with marking gauge... |
 |
Waste areas are marked...ready for sawing. |
 |
Cuts were made with Bad Axe small tenon saw. This saw has a hybrid sharpening scheme and can thus be used for all of the rip cuts and all the cross cuts. |
 |
This show-face shoulder cut is a Class 1 cut...it must be accurate and it must look good...here a chisel is used to deepen the blade-marked line... |
 |
...then it is pared to make a trough... |
 |
...close-up of the trough for the saw plate... |
 |
...the shoulder cross cut in action. |
 |
After a dry fit, the cheeks of the tenon were pared with a bench chisel and the shoulder was cleaned up with a small shoulder plane. |
 |
The dry fit looks good... |
 |
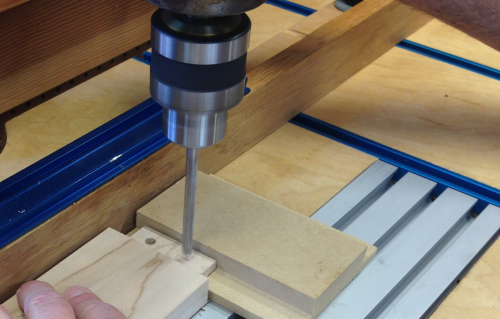
The 1/4 brad bit that made the dowel holes was used to mark the hole centers onto the tenons...the bit was placed in the hole and then tapped with a hammer. |
 |
...marked holes. |
 |
The holes were then marked out at 1/16 inch closer to the shoulder... |
 |
and drilled. |
 |
All off-set borepin holes are ready. |
 |
Before the lower section could be assembled...each long apron had a 1/4 groove cut at the router table to accept the cabinetmakers buttons to connect the top the aprons. These were stopped grooves. |
 |
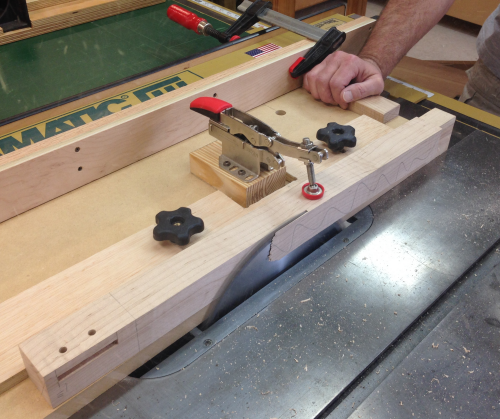
The legs were then tapered...both inside edges were tapered to 3/8 at the bottom of the leg. Here the top edge of the taper is set to zero on the tapering jig. |
 |
The lower edge of the taper is set to the mark at the stop block. |
 |
One edge is tapered...then the stock is rotated clockwise in the jig for the second taper. |
 |
The 3/8 inch tapers provide a 3/4 inch gap between the bottoms of the legs. |
 |
Attention was given the surfaces of the aprons and legs that would be difficult to work after glue-up...they were planed... |
 |
...and sanded 100x, 220x and 400x with the RX90. |
 |
Then the maple lower carcase pieces were ready for assembly...the tenons were glued into the mortises and secured with the walnut 1/4 inch drawbore dowels. The short, end aprons were assembled first... |
 |
...then the longer aprons.
|
 |
All sixteen pins are in...the unit is assembled. |
 |
The short "end" shown will be the visible show face of this table once it is in use. |
 |
The dowels were cut off with a flush cut saw with no set. |
 |
All of the show faces of the apron and the legs of lower maple section were cleaned up with planes. The legs, in particular, had some tough grain areas and had to be worked with cabinet scrapers. |
 |
Then the surfaces were sanded with the 90mm Rotex. |
 |
Grit range went 100x, 150x, 220x, 320x to 400x. |
 |
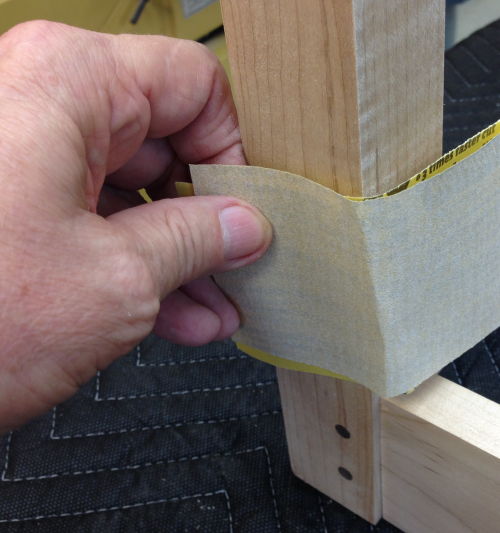
Took off the edges of the legs with a light touch of 220x sand paper. |
 |
Padded on a coat of Super Blonde shellac...#1 lb mix. Removed the raised grain with #000 steel wool and padded on a second coat of Super Blonde...this time a #2 lb mix. |
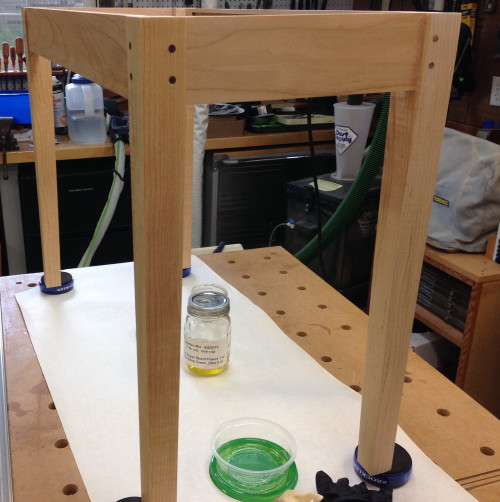 |
Wiped on first coat of Waterlox® varnish. The contrast of the walnut drawbore pegs against the maple looks good. |
 |
Walnut top prep... After the top was dimensioned and squared, it was time to work on the surface. This highly figured wood required a high angle plane. We sharpened up the blade in the LN #4 bronze smoother with the "Middle Pitch" 55° frog. James put camber on the blade...and then he went at it...this cleaned up a lot of the problems that had been created while planing with the #7. |
 |
The tear outs of the grain were then further cleaned up with a cabinetmaker's card. |
 |
The surface was then sanded with the 150mm Festool. I worked from 180x to 220x to 400x. Any imperfections that appeared after sanding were worked further with a card and then sanded again. |
 |
After an acetone wipe down to remove sawdust, a first coat of shellac was padded on. This is a #1 lb mix of "Super Blonde" shellac. |
 |
After the first coat of shellac... |
 |
After a 0000 steel wool rubdown to remove raised fibers. This is really a nice piece of wood. |
 |
Applying first coat of Waterlox rubbing varnish... |
 |
One coat... |
 |
...another view...a great piece of wood. |
 |
A bottom edge chamfer was put on at the router table. |
 |
Top edge chamfer is finished out with a LN #60 block plane. |
 |
Edge grain was cleaned up with the block plane. |
 |
End grain at the end vise. |
 |
The underside got a swath of varnish on the exposed underside edges. |
 |
A final dry fit to check overhang distances and grains matchups...up on the assembly table... |
 |
and down on the floor...all looks well...ready to attach top and carcase. |
 |
Using cabinetmaker's buttons...1 1/4 inch screws were put into the top... |
 |
into these six button locations. |
 |
 |
|
